联系人:王总
联系手机 : 13758898718
联系电话 : 0577-27770156
联系传真 : 0577-62779387
联系邮箱 : 648177807@qq.com
网 址:www.wzmrdq.com
联系地址 : 浙江省温州市乐清市柳市镇中心大道
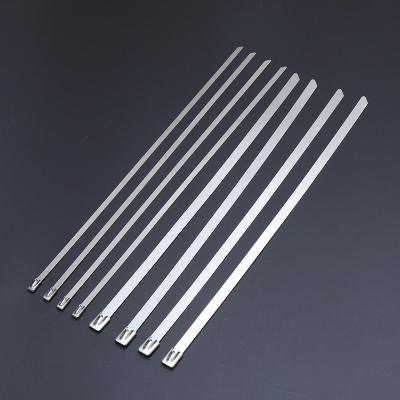
一、不锈钢扎带如何选型才是最合适的 ?
1、要确认自己绑扎物体的工作情况,是普通的自然环境,还是腐蚀性比较强的环境,根据不同的环境来选择合适的材质。
2、需要确认绑扎的物体的要求,是不是要求十分的紧固,还是只是普通的束紧。还有是不是硬硬,硬软,还是软软的束紧,不同的情况选择不同款式的扎带,如包塑不锈钢扎带,成卷不锈钢扎带,格式不锈钢扎带,珠式不锈钢扎带,涂层不锈钢扎带等等。
3、确定一个好的品牌,建议在满足要求的前提下选择一个性价比好的品牌,不锈钢扎带的选型并不是越贵越好,也不是越便宜越好的。要知道贵的话必须得有质量保证,是否有水份的可能。而太便宜的话也不见得就好,有些不锈钢扎带的原材料比产品还便宜了,这个就是很明显生产厂家偷工减料了。
二、不锈钢扎带在轧制过程中出现断裂应如何处理?
随着社会的发展进步,不锈钢制品在我国的使用率越来越广,比如不锈钢餐具、橱柜,防盗门窗,各种不锈钢器皿和高位水箱、热水器、太阳能热水器等等不锈钢用品。
就市场发展状况来看,中国不锈钢消费就是家庭消费。同时城市设施和城市美化也大量使用了不锈钢,不锈钢扎带这个产品的使用率也是随之增高,捆绑物品,取代一般的扎带使用,更加牢固。
在轧制过程中钢带断裂的情况下,我们要做到以下几点:
1、轧制中焊缝虚焊、漏焊开裂引起的钢带断裂。在轧制过程中要勤观察,发现焊缝开裂时应停车及时补焊,防止断带造成的设备人员不安全事故发生。
2、坯料剪边质量差:边部毛刺大、边部原有裂边未剪除干净,造成轧制过程中出现断带现象。轧制时发现应停车修磨或下料重剪。
3、轧机垂直振动断带。201不锈钢属高强度不锈钢,采用平辊按工艺道次轧制到第五道次即1.25mm→1.10mm,道次变形量ε=12% ,总变形量ε总 =56% ,轧制时产生轧辊打滑导致轧机垂直振动断带。
这是由工作辊、支持辊、机架等部件组成板带轧机主体在轧制带材时,工作辊运动产生力矩,通过工作辊轴承、传递到轴承座、再传递给机架。当轧机高速运转时,由于轧制含碳量高且厚度为1.10mm 较薄的201不锈钢钢带,且钢带在轧制时的升温造成乳化液工艺冷润效果降低等造成的打滑在系统中引起不同振幅垂直颤振,并在带材表面出现横向条纹,由此产生的瞬时力矩比相应稳定力矩值大若干倍,钢带的应力也比平均负荷值大若干倍,这种震动是瞬时的、随机的、间歇性的。当颤振和入口张力的相位差成90度时便产生自激振动,造成断带事故,降低了轧机生产效率。通过减少道次压下量、调整合适张力、更换新的乳化液可以有效避免轧机垂直振动断带。
一般情况下是不会的,只是有一些冷轧不锈钢带钢厂为了降低生产成本,扩大市场竞争力,生产中采用大总压下率以减少轧程提高生产效率,大的变形量轧制成为优先选方式,过大的变形量将会导致轧制道次增多,能耗加大,板形不好以及有可能形成轧制裂边、断带现象。

本网站全力支持关于《中华人民共和国广告法》实施的“极限化违禁词”相关规定,且已竭力规避使用“违禁词”。故即日起凡本网站任意页面含有极限化“违禁词”介绍的文字或图片或涉及文字及图片侵权等一律非本网站主观意愿并即刻失效,不可用于客户任何行为的参考依据。凡访客访问本网站,均表示认同此条约!感谢配合!